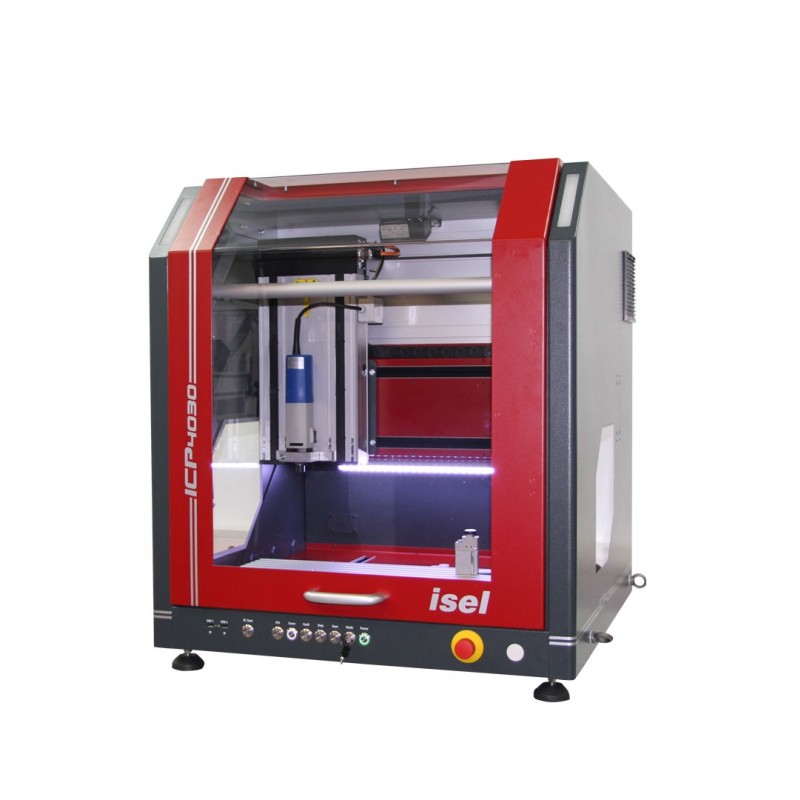
Экономичная серия
Обрабатывающие центры
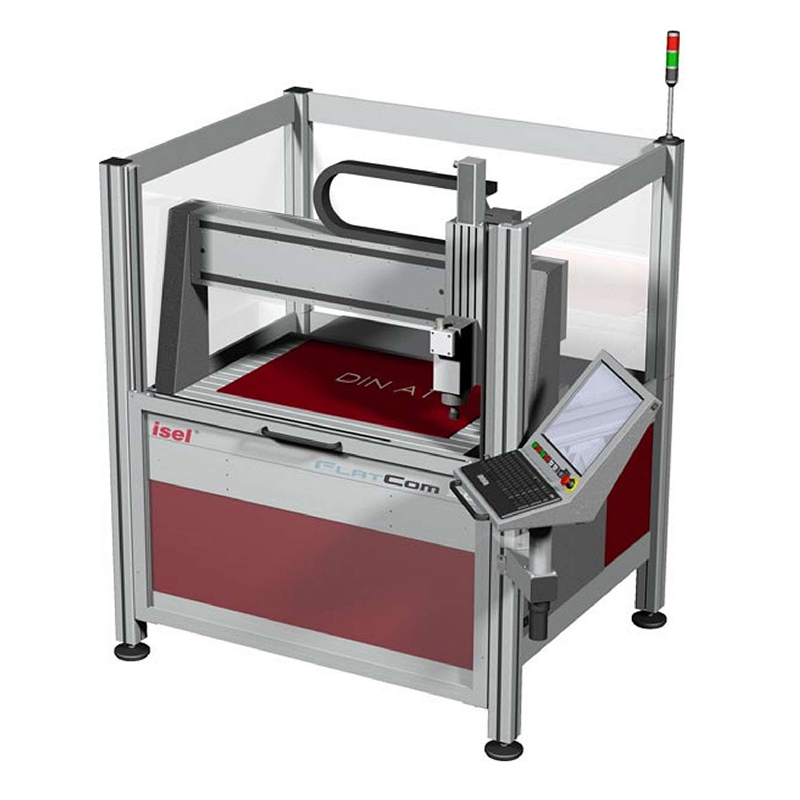
Индустриальная серия
Обрабатывающие центры — Выбор модели платформы
Введение
Для правильного выбора платформы, предназначенной для механической обработки изделий, необходимо учитывать следующие условия:
- Размер заготовки,
- Размер поля обработки,
- Материал заготовки,
- Тип обрабатывающего шпинделя,
- Необходимость в станции смены инструмента во время выполнения программы обработки,
- Способ крепления заготовки: механическими зажимами, вакуумным столом, комбинированный,
- Необходимость смазки места обработки,
- Необходимость удаления стружки с места обработки,
- Возможность применения системы охлаждения инструмента,
- Место установки оборудования.
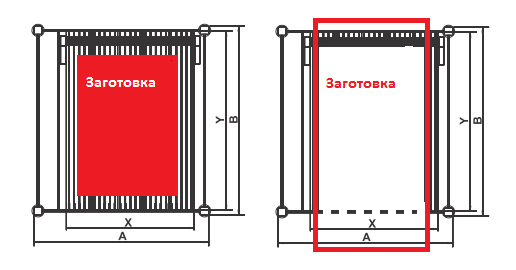
1. Размер заготовки
|
Размер заготовки напрямую влияет на рабочий размер стола, где будет крепится материал для обработки. От этого также зависит тип портала станка и применение защитного кожуха. При условии, если заготовка выходит за габаритные размеры рабочего поля, необходим выбор станка без защитного кожуха и с фиксированным рабочим столом. В этом случае перемещаться будет только портал с установленным на нём главным мотор-шпинделем. |
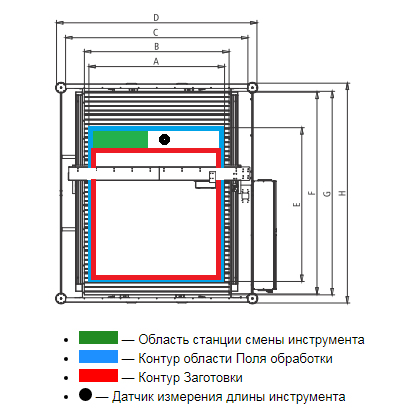
2. Размер поля обработки (А × Е)
— этот параметр определяет активную площадь перемещения, например, обрабатывающего шпинделя, включая место обработки заготовки, место для размещения станции смены инструмента, датчика измерения высоты инструмента и дополнительных, поворотных осей, в которых может быть закреплена заготовка.
3. Материал заготовки
— в случае применения платформы ISEL для механической обработки заготовок к обработке доступны следующие материалы: пластик, дерево, карбон, стеклотекстолит, графит, другие неметаллические материалы, а также цветные металлы и сплавы- алюминий, латунь, медь. Гравировка по низкоуглеродистой стали возможна.
4. Обрабатывающие шпиндели
делятся на две категории:
Бюджетные — это коллекторные (щёточные) шпиндели.
Регулировка скорости вращения инструмента у коллекторного шпинделя осуществляется вручную, с помощью колёсика, расположенного на корпусе мотора. Коллекторный шпиндель чувствителен к пыли, образующейся во время механической обработки- на корпусе имеются окна для охлаждения щёток, поэтому применение вытяжной системы настоятельно рекомендуется.
Серия Экономичные
Серия Индустриальные
Индустриальные — с асинхронным двигателем под управление частотного конвертера.
Регулировка скорости вращения инструмента для такого мотора задаётся исполнительной программой обработки изделия.
Также асинхронные шпиндели лишены таких недостатков, как чувствительность к пыли и стружке, корпус полностью изолирован, но данный тип шпинделей, как правило, существенно дороже.
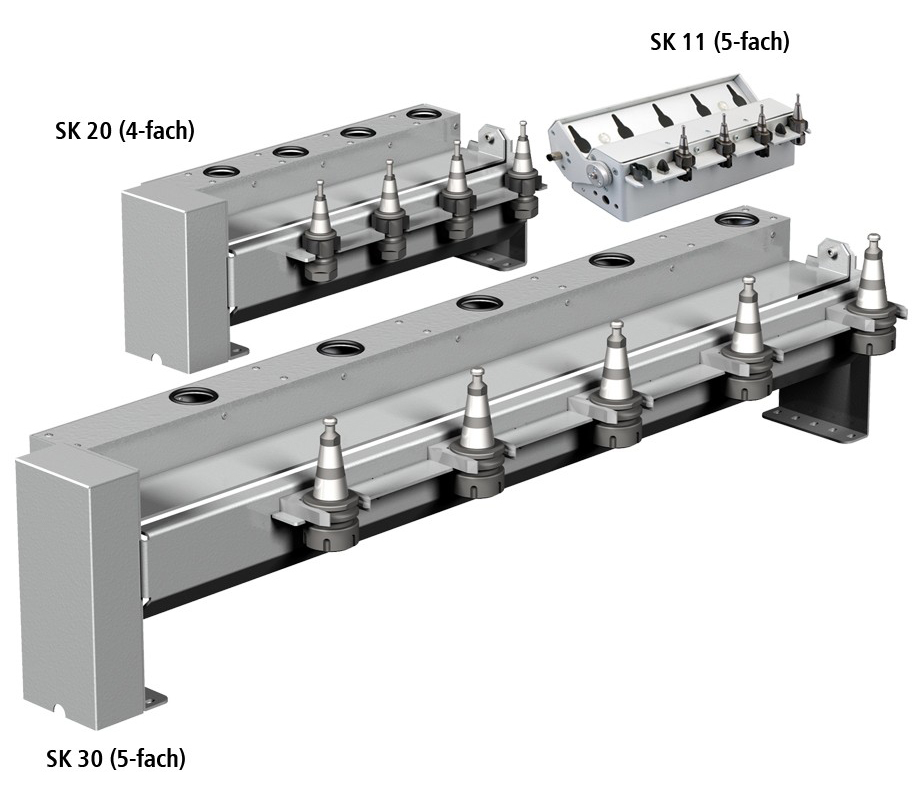
5. Станция смены инструмента
позволяет использовать различные типы обрабатывающего инструмента во время выполнения одной программы в автоматическом режиме-команда на смену инструмента закладывается в исполнительной программе и сам процесс происходит автоматически.
В этом случае следует выбирать обрабатывающий шпиндель с асинхронным двигателем с функцией автосмены инструмента, предполагая наличие автономного компрессора или воздушной сети предприятия. Рабочее давление воздуха должно быть не менее 6 атм.
Шпиндели ISEL с функцией автосмены инструмента:
- iSA 900
- iSA 1500W
- iSA 2200
- iSA 3600
6. Надёжное крепление заготовки к рабочему столу
является важным моментом подготовки процесса обработки. Способ крепления зависит от материала и размеров заготовки. В случае тонколистового материала целесообразно использовать вакуумный стол VakuFit, снабжённый вакуумным насосом. Мощность насоса зависит от размеров стола и материала заготовки. Для предотвращения повреждений поверхности стола во время обработки используется тонкий, 1-2 мм, гибкий коврик, снабжённый отверстиями. Он предохраняет поверхность стола от инструмента, обрабатывающего нижнюю кромку заготовки.

7. Необходимость смазки места обработки
определяется типом материала и предполагает периодическое, капельное, нанесение смазывающего материала для оптимизации процесса обработки. Режим смазки задаётся в программе обработки изделия.
8. Для удаления стружки из зоны обработки
необходимо выбрать соответствующую применяемому шпинделю систему воздухоотсоса с индустриальным пылесосом.
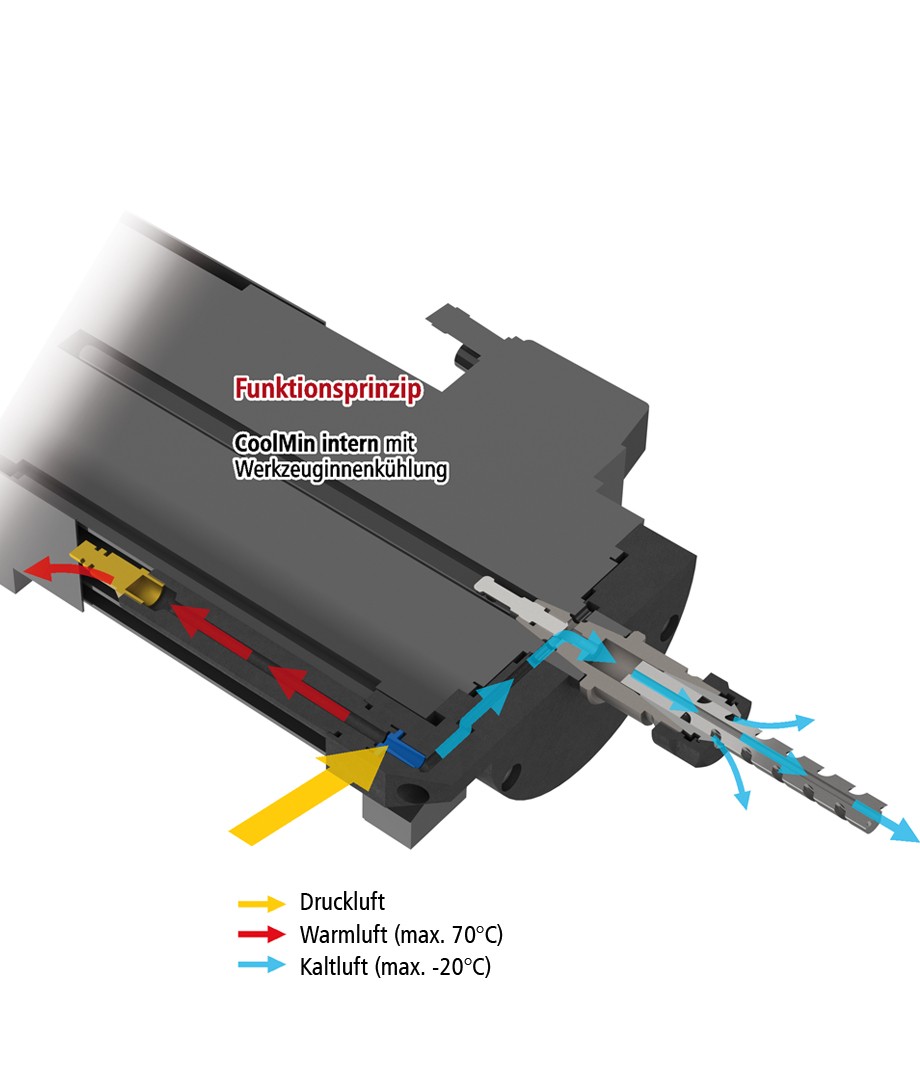
9. Система воздушного охлаждения инструмента
CoolMin,используя принцип разделения потока воздуха, обеспечивает сухое охлаждение инструмента в зоне обработки материала. Температура на выходе из сопла может достигать значения в -20°С. Нижний порог температурного значения достигается с расходом воздуха не менее 150 л/мин и давлением в 6-10 атм. Предусмотрено два типа монтажа Системы:
- Встроенная
- Навесная
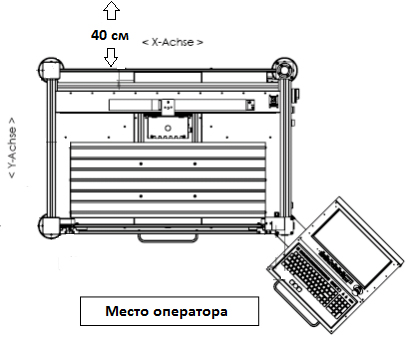
10. Место установки оборудования
должно обеспечивать свободный проход вокруг станка для его обслуживания. Станки моделей ICP3020, ICP4030, ICV4030, GIE-TEC CNC Pure-lin устанавливаются на рабочие столы, выполненные на стабильном основании. Размеры столов должны быть на 10% больше, чем площадь основания станка и исключать раскачивания и перекосы.
В ассортименте компании ISEL имеются столы, предназначенные для установки вышеперечисленного оборудования- серия AT.

Серия FB2 может быть установлена как на индивидуальный стол, так и снабжена собственным стабильным основанием.
Серии EuroMod, FlatCom, OverHead оборудованя жестким и стабильным основание по умолчанию.
Место, необходимое для установки станка, ограничивается лишь площадью его основания, однако требуется гораздо больше пространства перед станком для работы и управления им. Передняя защитная панель станка обычно приподнимается вверх, и поэтому необходимо дополнительно предусмотреть расстояние приблизительно в 50-60 см над станком.
Помещение должно соответствовать нормам и требованиям по эксплуатации станков с ЧПУ: — оборудование предназначено для использования в сухих жилых, лабораторных и промышленных помещениях с температурой окружающей среды в пределах 15-38°С, при влажности воздуха не более 60%.
Розетка подключения электропитания должна быть заземлена.
Также рекомендуется использовать источник бесперебойного питания для подключения оборудования к электросети во избежании последствий внезапного отключения электроэнергии.
Требования к поверхности размещения: аналогично требованиям к промышленным полам.
Сортировать по: